
Nachhaltigkeitsthemen scheinen heute wichtiger zu sein als die Weiterentwicklung technischer Ausführungsdetails. Die Diskussion zieht sich durch alle relevanten Lebensbereiche wie Verkehr, Mode, Ernährung, den Bau und viele mehr. Für so manche Spenglerin und zahlreiche Klempner erscheint diese Entwicklung (auch bedingt durch die starke mediale Präsenz) an den Haaren herbeigezogen zu sein. Schließlich, so die in der Branche weit verbreitete Meinung, zähle die Berufsgruppe zu einer der nachhaltigsten überhaupt. Um diese Behauptung zu stützen, macht es Sinn, zunächst eine Zeitreise auf die Stehfalzdächer unserer Urgroßväter anzutreten …

Bild: BAUMETALL
Fallbeispiel Rollniet
Früher, als vieles anders und noch mehr besser war, zählten kupferne Kirchendächer (übrigens genauso wie heute) zu den besten Bedachungen überhaupt. Kupferbleche wurden vor der Industrialisierung jedoch nicht in Walzwerken, sondern mühsam in Hammerschmieden hergestellt. Nach dem Herstellungsprozess der Blechrohlinge wurden diese auf das entsprechende Format zugeschnitten und die Reste möglichst sinnvoll weiterverarbeitet. In diese Epoche fiel auch die Geburtsstunde des Rollniets. Hergestellt wurde er wie folgt: Ein möglichst schmaler Blechstreifen wurde so eng wie möglich gerollt und das Innere mittels Körnern an einem Ende auseinandergetrieben. Zur Verbindung zweier überlappender Bleche wurde die entsprechend präparierte „Miniatur-Blechrolle“ analog zum Einsatz herkömmlicher Vollniete weiterverarbeitet. Einschlägigen Quellen zufolge gilt der Rollniet folglich als Vorgänger des in der Klempnertechnik oder im Metallbau verwendeten Vollniets. Erwähnenswert dabei ist, dass zahlreiche Rollniet-Nahtverbindungen an historischen Kirchendächern seit Jahrhunderten dicht halten.
Fallbeispiel Einzelhaft
Die Älteren unter uns erinnern sich noch gut an zahlreiche in der Werkstatt geleistete Arbeitsstunden, die sie mit der Haftherstellung zur Befestigung von Stehfalzscharen verbracht haben. Auch für diese Aufgabe kamen vorwiegend Restbleche zum Einsatz. Sie wurden meist von Azubis zugeschnitten und an mechanischen Schwenkbiegemaschinen oder sogenannten Haftstanzen in Form gebracht. Abschnitte wurden weitestgehend verarbeitet.
Fallbeispiel Dachrinne
Was bedeutet bei einer Dachrinne die Bezeichnung „sechsteilig“? Klempner wissen es bereits seit dem ersten Lehrjahr: selbstverständlich, dass eine entsprechende Rinne einen Umfang von 33,3 cm aufweist. Doch warum werden Dachrinnen seit jeher aus entsprechend ungeraden Zuschnitten hergestellt? Aus Gründen der Nachhaltigkeit, lautet die ebenso einfache wie plausible Antwort. Weil in Urgroßvaters Werkstatt fast alle Maschinen lediglich eine Arbeitslänge von 1 m aufwiesen. Und weil zur Rinnenherstellung folglich 1 x 2 m messende Tafelbleche so zugeschnitten wurden, dass aus 2 m Tafellänge sechs 33,3-cm-Zuschnitte entstanden. Zusatzinfo für alle, die jetzt nachrechnen: Die verbleibenden 2 mm der Sechser-Maßkette dienten der Minimierung entsprechender Maßtoleranzen.
Alle drei Fallbeispiele belegen, wie sorgsam der Klempner seit jeher Baumetalle einsetzt und verarbeitet. Besonders der Rückblick in die Zeit historischer Hammerschmieden unterstreicht, dass der nachhaltige Umgang mit Baumetallen seit Generationen zur DNA der Klempner gehört.
Zeitsprung oder scharfe Zuschnitte am laufenden Band
Das klassische „Tafelblech“ der Größe 1 x 2 m war der Ursprung aller Rinnendimensionen und Regenrohrdurchmesser. Auch die Zuschnitte der Kehl- und Anschlussprofile wurden den Abmessungen der sogenannten Kleinformat-Tafel angepasst. Ziel dabei war es, möglichst wenig Materialverschnitt zu erhalten. Ob 250, 285 oder 333 mm – Klempner konnten es drehen und wenden, wie sie wollten. Stets fertigten sie Simse, Rinnen und Anschlussprofile mit diesen Zuschnittmaßen, woraus sich automatisch eine Baulänge von 1 oder 2 m für die verschiedenen Profile ergab. Heute scheint alles anders. Das Material wird vom tonnenschweren Coil abgespult, längs- und quergeteilt sowie in größten Baulängen abgekantet oder profiliert. Somit ist auch die 2 m kurze Handabkantbank oder die 1-m-Schlagschere nicht mehr zeitgemäß, wenn es um rationelle und zuschnittoptimierte Fertigung geht.
Viele Fachbetriebe, die Kleincoils bis zu 200 kg verarbeiten, fertigen auf Langabkantmaschinen bis zu 8 m Länge. Die Zuschnitte entstehen durch eine direkt an der Abkantmaschine geführte Rollenschere. Das Einlegen der geteilten Bänder erfolgt händisch und in den meisten Fällen von zwei Personen. Dabei besteht besonders bei großen Zuschnittbreiten Beschädigungsgefahr. Zudem entstehen durch zum Teil sehr hohes Bauteilgewicht immer wieder Kratzspuren auf der Metalloberfläche. Auch aus betriebswirtschaftlichen Gründen sind Rollenscheren nicht unbedingt die erste Wahl. Schließlich sind immer zwei Mitarbeiter damit beschäftigt, die Rollenschere beim Hin- und Herfahren zu beobachten. Die Zuschnitte liegen anschließend vor der Maschine auf dem Boden und müssen mühevoll aufgenommen und angezeichnet werden. Betriebe, die mit Kleincoils arbeiten, sollten daher konsequent auf bereits zugeschnittene Coils zurückgreifen. Nur so kann der zeitaufwendige Schneidvorgang auf konische Profile beschränkt werden, was dann wiederum durchaus sinnvoll ist.
Was geschieht vor dem Quer- und Längsteilen?
Unabhängigkeit von der Kleincoilbevorratung schafft die Verarbeitung von 1-t-Coils. Diese müssen jedoch aufgrund des Gewichtes auf Abwickelhaspeln gespannt werden. Ein Umdenken macht Sinn, wenn es auf hochwertige Metalloberflächen, Maßgenauigkeit und möglichst kurze Werkstattzeiten ankommt. Anstatt Zuschnitte zeitaufwändig von Hand anzukörnen, lohnt sich der Einsatz CNC-gesteuerter Abkantmaschinen mit motorisch betriebenem Anschlag. Zudem verkürzen moderne Maschinensteuerungen den Zeitaufwand zur Programmierung und Bedienung. Eine andere Entwicklung beruht auf der Erkenntnis, dass in gut eingerichteten Betrieben verschnittoptimiertes Zuschneiden sowie die effektive Maschinenauslastung unerlässlich sind. Nachfolgend schildern zwei führende Maschinenprofis, wie die Verknüpfung von Maschine und Software genau dazu beitragen kann. 

Bild: BAUMETALL

Bild: jdmfoto - stock.adobe.com
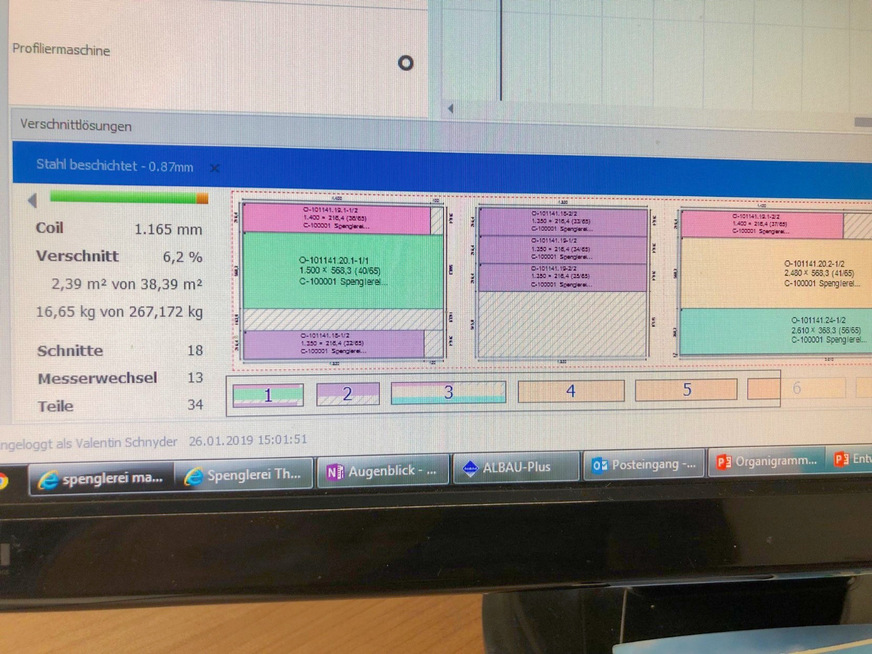
Bild: Schnyder

Bild: Schechtl
Slinet
Novum im Coil Processing
Märkte verändern sich kontinuierlich. So ist auch der Blechbearbeitungsmarkt ständiger Veränderung ausgesetzt. Dies führt zu einer stetig steigenden Komplexität der Produkte und Abläufe. Hierbei sind effektive, hochflexible, aber vor allem bedienerfreundliche Lösungen gefragt. Gerade bei vielen Aufträgen und kleinen Losgrößen bedeutet das, dass Maschinenbediener oder Programmierer schneller und zugleich fehlerfrei programmieren müssen.
Um auch kleinere Losgrößen optimal und wirksam zu produzieren, können mithilfe des Slinet Optimierers mehrere Aufträge zusammengefasst und die Produktion kann optimiert werden. Mit der optional verfügbaren Funktion des partiellen Schneidens können somit verschiedenste Längen und Breiten diverser Aufträge nach minimalem Verschnitt automatisch optimiert und geschnitten werden. Dies verringert den entstehenden Abfall und das Fehlerrisiko und steigert somit zugleich effizient die Ertragskraft. Die partiellen Schnitte lassen sich dabei problemlos und bedienerfreundlich durch die Software Slinet Pro Touch programmieren.
Drei verschiedene Möglichkeiten der Programmierung
Mit der Software Slinet Pro Touch kann die Optimierung durch die Übergabe der nötigen Informationen (Stückzahl, Material, Breite und Länge) mühelos aus der Variobend-Office-Version erfolgen. Hier können zudem noch Biegereihenfolge sowie konische Maße mittels Barcode übergeben werden. Diese Möglichkeit liefert höchste Effizienz aus einer Hand und vereinfacht die spätere Verarbeitung der Bleche. Darüber hinaus ist die Optimierung durch die Übergabe der Profile mittels einer Fremdsoftware wie Bendex, NuIT oder Sema möglich. Die Slinet S 1.5 liefert somit verschiedenste Anbindungsoptionen. Sogar die Anbindung an ein ERP-System via XML ist ohne Probleme machbar.
Eine händische Optimierung der Aufträge durch Eingabe per Liste, sofern keine Softwareanbindung besteht, ist natürlich ebenso kein Problem. Die Slinet S 1.5 liefert über verschiedenste Softwarelösungen hinweg einen flexiblen Einsatz und ermöglicht durch die optionale Funktion des partiellen Schneidens eine optimale Aufteilung von Aufträgen bei minimalem Verschnitt.
Gerade im Hinblick auf die derzeitige Rohstoffpreislage führt dies zu einer massiven Steigerung der Ertragskraft. Die vorprogrammierten Profile werden im Anschluss durch die neuartige Rollenschere mit
einem nach oben zeigenden Schnittgrad bearbeitet, wodurch der Querschnitt nicht, wie branchenüblich, von oben, sondern von unten erfolgt. Hierdurch werden Kratzer bei bereits geschnittenem Blech verhindert, da der leicht entstehende Grat nach oben zeigt. Mit dieser Variante wird die Qualität der geschnittenen Bleche stark gesteigert. Gleichzeitig ist kein Bediener mehr an die Anlage gebunden, um sich der Kratzervermeidung zu widmen. Die Maschine arbeitet somit nicht nur material-, sondern auch personaleffizient.

Bild: Asco / Slinet
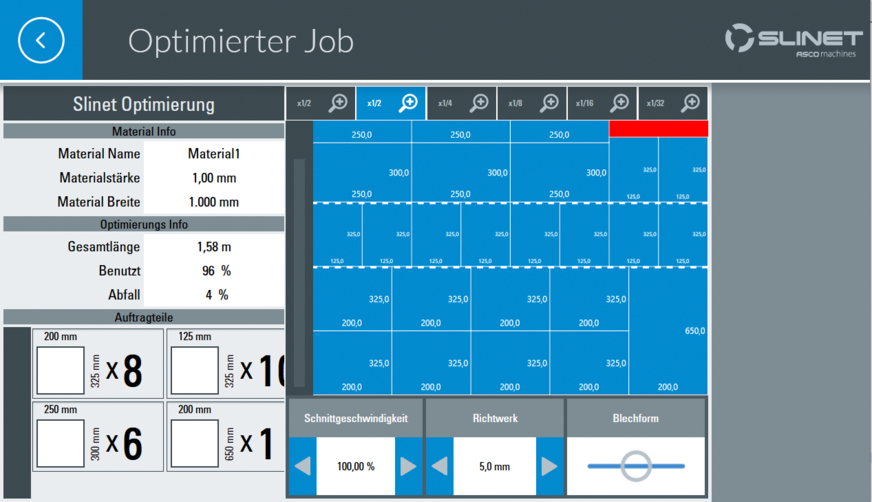
Bild: Asco / Slinet
Cidan
Die Spreu vom Weizen trennen
„Der grundsätzliche Vorteil und Nutzen verschnittoptimierter Blechzuschnitte liegt schon rein aus wirtschaftlicher und ökologischer Sicht auf der Hand. Und dass es dafür eine gute Software und gute Maschinen braucht, versteht sich auch von selbst. Den Unterschied machen die Details und das Nach-vorne-Denken: Was kann die Software noch, außer benutzerfreundlich zu sein und automatisch die beste Option für minimalen Materialausschuss aufzuzeigen? Ist sie ausgereift, praktikabel und erweiterbar? Und können die Maschinen das Ganze überhaupt qualitativ einwandfrei produzieren? Auf diese Dinge kommt es an und spätestens hier trennt sich die Spreu vom Weizen, sagt Raphael Büchel, Verkaufsleiter der Cidan-Gruppe, der neben dem schwedischen Maschinenbauer Cidan (Schwenkbiegemaschinen und Tafelscheren) und dem Schweizer Langabkantmaschinen-Hersteller Thalmann die beiden österreichischen Firmen Forstner (Coilanlagen) und nuIT (Softwarelösungen) angehören.
Fein abgestimmtes Zusammenspiel zwischen Mensch, Maschine und Software
Über die praxiserprobte nuIT-Software – entwickelt in enger Zusammenarbeit mit blechbearbeitenden Unternehmen – wird das Programm zur Verschnittoptimierung mit den Längs- und Querteilanlagen von Forstner verknüpft. Das logisch aufgebaute, intuitiv und einfach bedienbare Erfassungssystem bietet zahlreiche Vorteile:
Und genau jetzt kommen weiterverarbeitende Maschinen zum Zuge, die das Ganze auch einwandfrei umsetzen können – wie beispielsweise die flexible, modular aufgebaute Längs- und Querteilanlage nuSlit von Forstner, die mit teils einzigartigen Maschinenfunktionen blechbearbeitende Unternehmen aus Industrie und Handwerk überzeugt: „Ja, auch diesbezüglich scheinen wir das ein oder andere durchaus richtig zu machen. Beispiel: Nur Forstner hat wechselseitig angeordnete Spaltmesserpaare, die verwindungsfreie, hochpräzise Blechzuschnitte garantieren. Dazu bietet sich eine vorgelagerte, sich vollautomatisch einstellende Richteinheit mit sechs Richtwalzen an, die für absolut plane Bleche sorgt“, so Raphael Büchel.







