
Die Erfindung der Sickenmaschine revolutionierte zweifellos das Traditionshandwerk und ein Ende dieser Revolution ist nicht in Sicht. Keine drei Minuten dauert es, bis Workshopleiter Gert Brenner eine perfekte Sicke in ein Werkstück gewalzt hat. Der frühere Meisterausbilder der Stuttgarter Robert-Maier-Schule kennt alle Handgriffe, die bei der Umformung gefragt sind. Seine Teilnehmer im Europäischen Klempner- und Kupferschmiedemuseum brauchen Konzentration und Fingerspitzengefühl, um das Metallprofil zwischen den Walzen zu führen.

Bilder: BAUMETALL

Bild: BAUMETALL
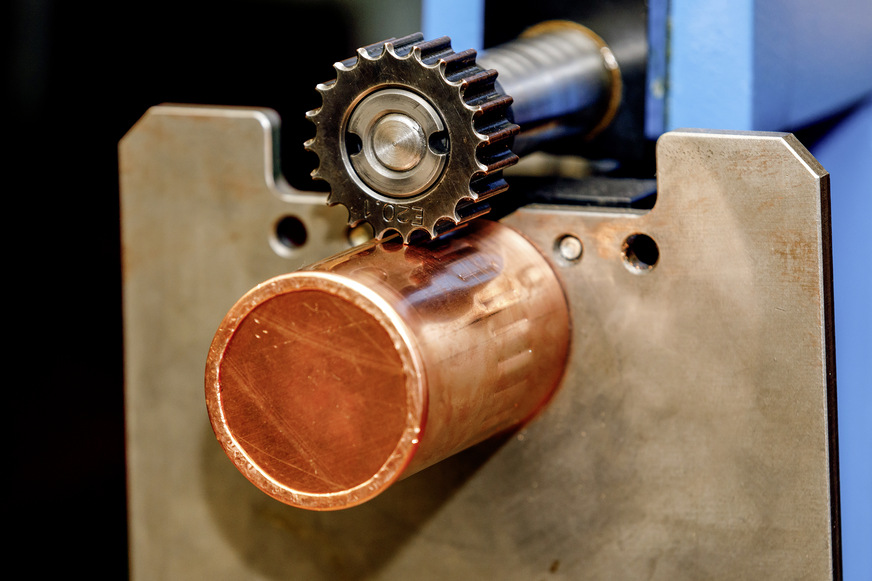
Bild: A. Grasser für BAUMETALL
Eine bahnbrechende Erfindung
„Der Workshop vermittelte Tricks und Kniffe im Umgang mit Handwerkszeugen und der Sickenmaschine, die fast in Vergessenheit geraten sind“, erläuterte der Experte das Kursziel, dieses Know-how zu erhalten und weiterzugeben. Gearbeitet wurde mit einer Hand-Sickenmaschine wie der SM 50 von Prinzing Maschinenbau, deren 20 mm breite Walzen bis zu 1,75 mm starke Metallprofile verarbeiten. Die Kursteilnehmer erfuhren, wie Vertiefungen in Rohrstücke gewalzt werden, wie das Werkstück gehalten und mit welchem Tempo die Kurbel gedreht werden muss. Die Technik basiert auf einer Erfindung des Fabrikanten und Maschinenbauers Carl Erdmann Kircheis (1830–1894). Der Konstrukteur aus Aue im Erzgebirge entwarf zwischen 1861 und 1873 eine der ersten mechanischen Sickenmaschinen im deutschsprachigen Raum. Nach der Gründung seiner Maschinenfabrik und Eisengießerei verstand es Kircheis, die mühsame Handarbeit von Spenglern, die bis zur Mitte des 19. Jahrhunderts das Metall fast gar nicht maschinell bearbeiteten, zu vereinfachen. Bei seinen Erfindungen stützte er sich auf die praktischen Erfahrungen von Klempnermeistern.
Von der Kurbel zum Motor
Sicken verbessern die Stabilität von Metallprofilen, weil die kleinen halbkreisförmigen Vertiefungen und Erhöhungen den Werkstoff versteifen. Abhängig von ihrer Lage können Sicken auch zur Verbindung von Gefäßwänden mit einem Boden- oder Deckelprofil verwendet werden. Darüber hinaus dienen sie zur Verzierung von Metalltafeln und Baugruppen mit Konturen oder Mustern. Heute ermöglicht es eine große Zahl verschiedener Walzen, eine enorme Bandbreite der „kleinen Wölbungen“ herzustellen. Die Einführung motorgetriebener Walzen, die per Fußschalter bedient werden, sorgte Ende des 20. Jahrhunderts für einen Innovationsschub: Durch diese Veränderung haben Anwender beide Hände zur Formung ihres Werkstücks frei. Motorgetriebene Walzen sparen zudem Zeit, weil sie im Vergleich zum Kurbelantrieb mit höheren Umdrehungen rotieren. Nicht nur der Hersteller Prinzing aus Lonsee-Urspring stattete seine Modelle der Reihe SM 50 bis SM 63 mit Motorantrieb aus. Auch die Sickenmaschinen der österreichischen Marke Bernardo durchliefen diesen Wandel. Das Unternehmen aus Linz beliefert Verarbeiter sowohl mit dem tragbaren kurbelgetriebenen Modell SM 470 für mobile Einsätze als auch mit dem Klassiker für die Werkbank (SM 250). Die motorgetriebene Variante MSM 500 C mit elektrischer Steuerung eignet sich dazu, anspruchsvolle (industrielle) Großaufträge zu bewältigen.

Bild: BAUMETALL

Bild: A. Buck
Elektronisch ertüchtigt
Nach einer zweiten Modernisierungswelle eroberten „mitdenkende“ Sickenmaschinen die Werkstätten. Die RAS Reinhardt Maschinenbau GmbH konstruiert im Stammwerk Sindelfingen Geräte mit Selbstlernfunktion, die mehrere Arbeitsschritte speichern und automatisiert fortsetzen können. Die Modelle RAS 12.35 für Stahlstärken bis 1,75 mm und RAS 12.65 (für 3 mm starken Stahl) beherrschen drei verschiedene Betriebsmodi: den Lernmodus, einen manuellen sowie einen Automatikmodus. Der Speicher zeichnet die Arbeiten im Lernmodus auf und führt sie anschließend im Automatikmodus selbst aus. Trotz des Unterschieds zwischen der automatisierten Fertigung im 21. Jahrhundert und Kircheis’ Erfindung wirkt damals wie heute das Prinzip zweier verstellbarer Walzen. Sichtbar wird das Prinzip an einer der ältesten erhaltenen Sickenmaschinen Europas, die in der Schauwerkstatt des Museums in Karlstadt steht (s. Bild S. 24). Die kurbelgetriebene untere Walze ist über zwei eiserne Zahnräder mit der oberen Walze verbunden, sodass sich beide in entgegengesetzte Richtung drehen. Eine Horizontalverstellung verschiebt die Walzen gegeneinander, während eine Vertikalverstellung den Abstand zwischen ihnen verändert. Die Konstruktion von Kircheis, der wegen seiner Erfindungen auch als Vater moderner Blechbearbeitungsmaschinen bezeichnet wird, erleichterte die Fertigung erheblich. Denn sie ersetzte das Schlagen der Wölbungen von Hand, das viel Kraft bzw. Geschick erforderte und das Zehnfache der Zeit erforderte.

Bild: RAS

Bild: RAS
Traditionshandwerk im Wandel
Jahrhunderte lang, vom Mittelalter bis in die 1860er-Jahre, standen für diese Arbeit nur gewölbte Sickenhämmer sowie ein Sickenstock mit vorgeformter Vertiefung und Erhöhung zur Verfügung. Während dieser Zeit bauten Spengler vor allem Laternen, Kannen, Eimer, Truhen und anfangs auch Ritterrüstungen. Anstrengend war die Arbeit mit dem Hammer vor allem deshalb, weil die Sicke zunächst mit gleichmäßigen Schlägen vorgeformt wurde. Danach mussten Spengler die Spannungen im verfestigten Material ausschlichten (oder weichglühen), um das Metall weiter formen zu können. Schlagen und Ausschlichten wurden so oft wiederholt, bis der Werkstoff in seine endgültige Form gebracht war. Vor dem Hintergrund überzeugt Kircheis’ Erfindung durch ihre Vielseitigkeit: Die Sickenmaschine ist nicht nur zum Sicken, sondern auch zum Absetzen verwendbar. Auch Vorgänge wie das Schweifen und Bördeln, das Durchsetzen, das Einziehen und das Spannen sind auf der Sickenmaschine machbar. „Sickenmaschinen können sogar zum Schneiden oder zum Vorbereiten der Falze eingesetzt werden“, schrieb BAUMETALL-Chefredakteur Andreas Buck während seiner Ausbildung 1982 als Resümee in sein Berichtsheft. Wenn diese Maschinengattung auch in Ihrer Werkstatt zuverlässige Dienste verrichtet, senden Sie gern ein Foto mit dem Stichwort „Sicke“ an die BAUMETALL-Redaktion.
www.klempnerundkupferschmiedemuseum.eu

Bilder: RAS

Bild: RAS

Bild: EKKM

Bild: BAUMETALL
Info
Schnell und einfach geformt
Mit dem Profilierkopf von K.N.O.L.L. Metall- und Spenglertechnik profilieren Verarbeiter Metalloberflächen vor Ort auf der Baustelle. Denn der Hersteller aus Hüttisheim liefert dieses patentierte Werkzeug sowohl als Zubehör für die Knoll-Abkantmaschine der mobilen Spenglerei als auch für stationäre Maschinen in der Werkstatt. Der Profilierkopf ist kompatibel mit den Schwenkbiegemaschinen von Biegemaster, Jorns, Premel, Ruli, Schechtl, Schröder, Thalmann und Variobend. Das Werkzeug von Entwickler Peter Knoll und Susanne Schurr, Inhaberin der Knoll Metall- und Spenglertechnik, dient in erster Linie dazu, schnell und einfach flächenbündige Fassadenprofile in verschiedenen Baubreiten zu fertigen. Herstellen lassen sich Steck- und Einhängefalze, die durch Variieren der Profilbreite oder Ändern der Montagerichtung viele Gestaltungsmöglichkeiten bei der Montage an Fassaden, Gauben, Ortgängen oder Kaminen eröffnen. Zudem kann der Profilierkopf aufgrund verstellbarer Walzen verschiedene Tiefen auf einer Metalltafel absetzen. Diese kleinen Vertiefungen und Erhöhungen können auch die Funktion von Sicken übernehmen, die ein Bauteil stabilisieren und versteifen oder Konturen in dessen Oberfläche prägen. Der Profilierkopf wird je nach Maschinentyp entweder entlang der Linearführung an der Biegewange oder an der Oberwange bewegt. Nach der Anwendung an der Knoll-Abkantmaschine 3,5 schiebt der Anwender das Werkzeug einfach in eine Parkposition auf der linken oder rechten Seite der Biegewange zurück, in der es immer griffbereit bleibt. Das Zubehörteil besteht aus einer Aluminiumlegierung mit Profilrollen aus Edelstahl und ist daher leicht zu handhaben, aber zugleich sehr stabil.

Bild: K.N.O.L.L.





